

目录
快速导航-
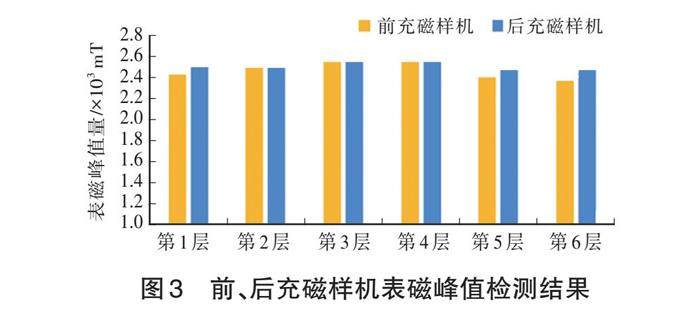
视界 | 新能源汽车用电机转子总成充磁工艺研究
视界 | 新能源汽车用电机转子总成充磁工艺研究
-
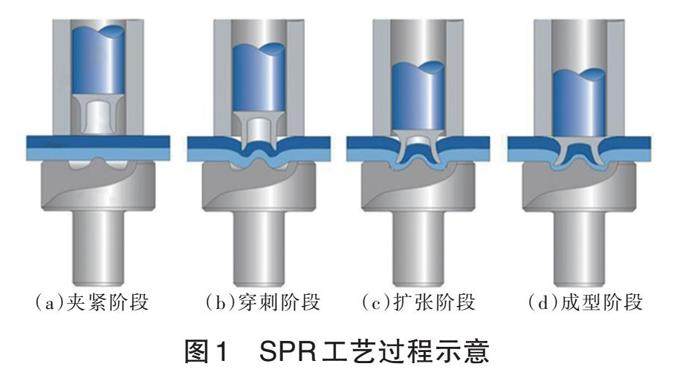
生产现场 | 汽车轻量化机械连接工艺技术研究
生产现场 | 汽车轻量化机械连接工艺技术研究
-
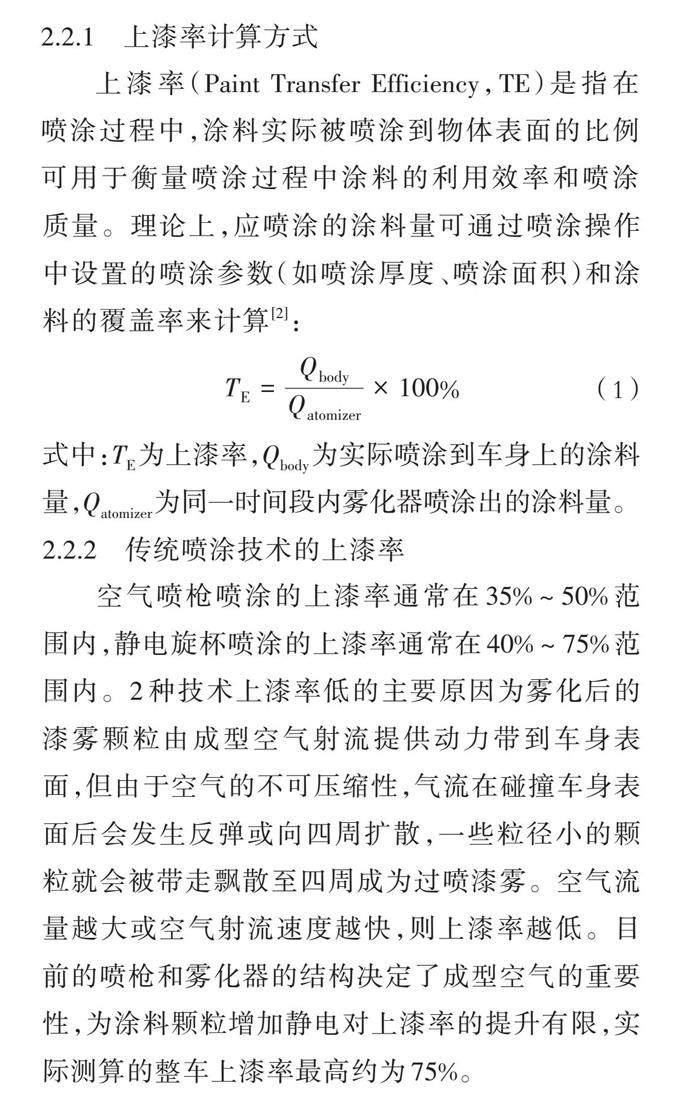
生产现场 | 高上漆率车身喷涂技术的进展浅析
生产现场 | 高上漆率车身喷涂技术的进展浅析
-
生产现场 | 仿真技术在铝制发动机罩焊接工艺中的应用
生产现场 | 仿真技术在铝制发动机罩焊接工艺中的应用
-

生产现场 | 车门与前后盖PVC胶条开裂问题分析与解决
生产现场 | 车门与前后盖PVC胶条开裂问题分析与解决
-
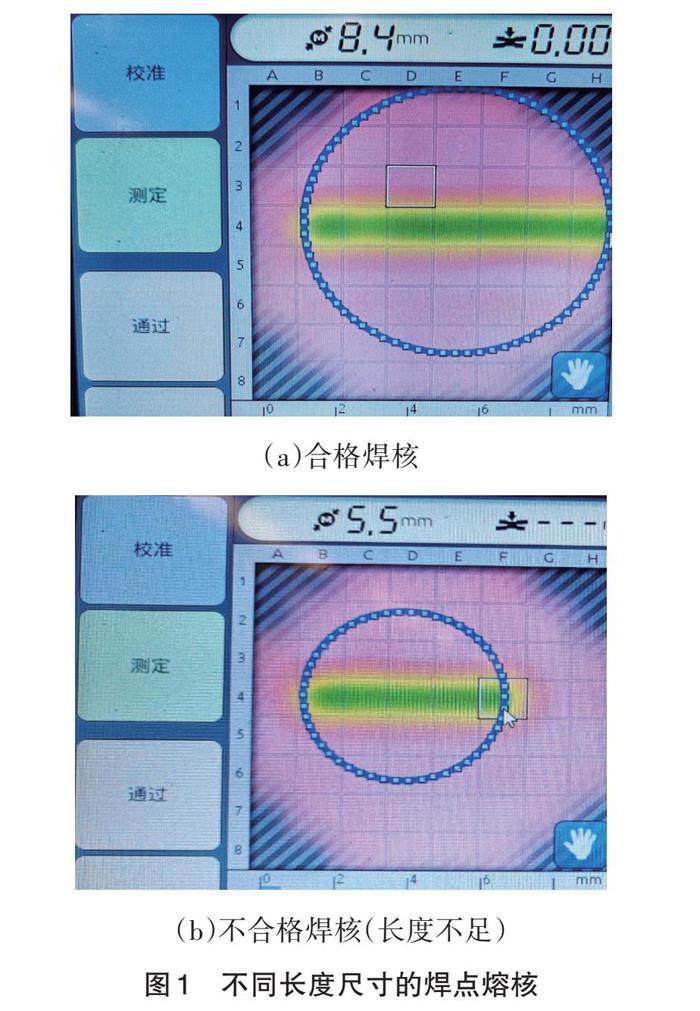
生产现场 | 阿普拉斯焊接质量检查及控制方法
生产现场 | 阿普拉斯焊接质量检查及控制方法
-
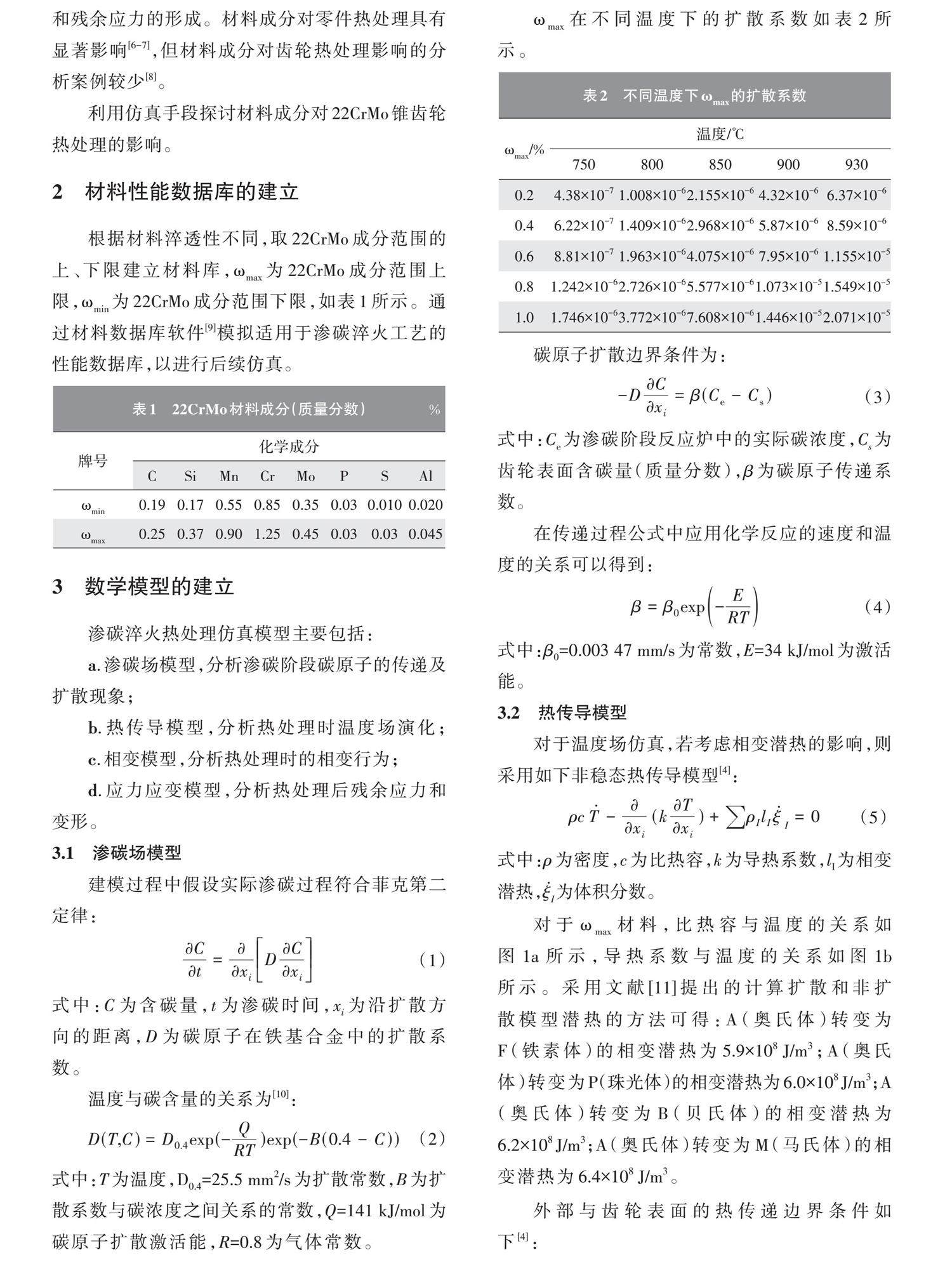
材料应用 | 基于材料成分波动的22CrMo锥齿轮渗碳淬火性能评估
材料应用 | 基于材料成分波动的22CrMo锥齿轮渗碳淬火性能评估
-
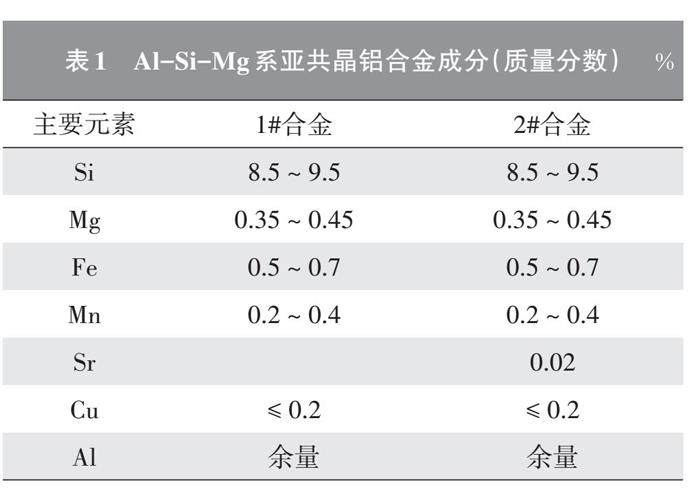
材料应用 | Sr及热处理对Al-Si-Mg合金共晶硅形貌与材料性能的影响研究
材料应用 | Sr及热处理对Al-Si-Mg合金共晶硅形貌与材料性能的影响研究
-
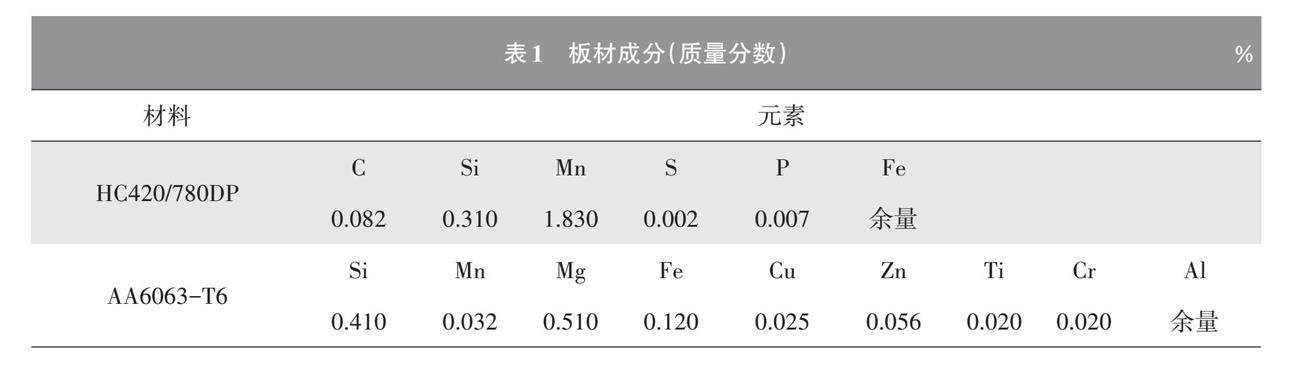
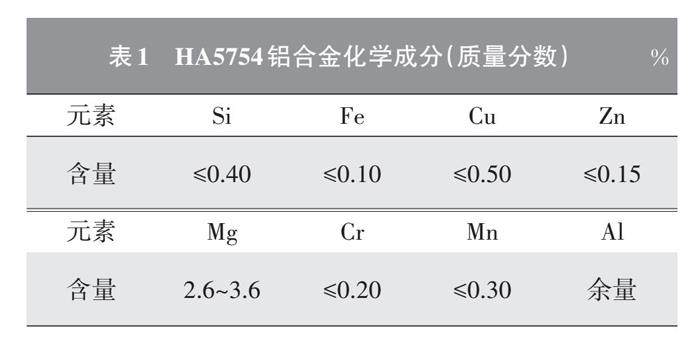
材料应用 | 连接方式对HC420/780DP-AA6063接头剪切拉伸性能的影响
材料应用 | 连接方式对HC420/780DP-AA6063接头剪切拉伸性能的影响
-
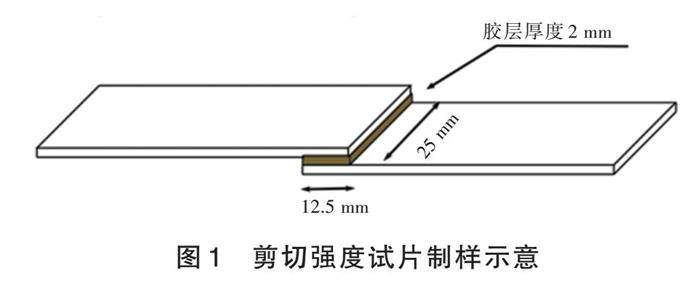
材料应用 | 车用粘接密封胶的多材质适应性研究
材料应用 | 车用粘接密封胶的多材质适应性研究
-
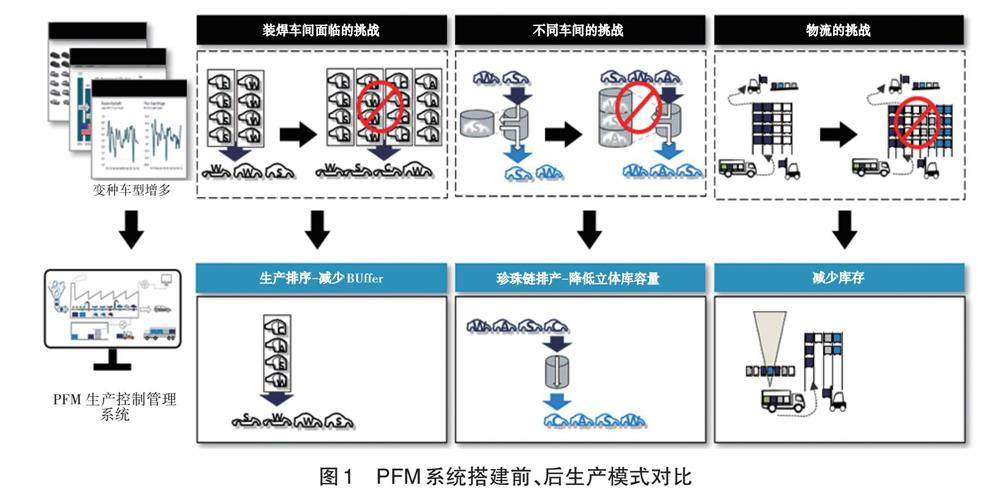
生产装备 | 新型生产控制管理系统在焊装的应用研究
生产装备 | 新型生产控制管理系统在焊装的应用研究
-
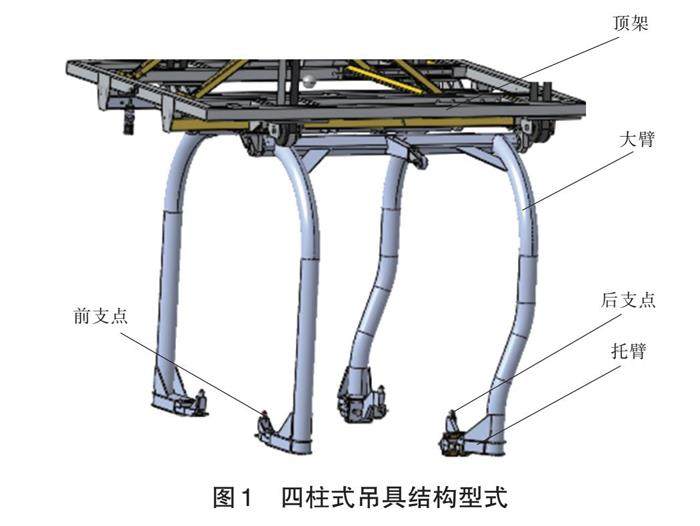
生产装备 | 某总装车间重载吊具柔性提升方案研究
生产装备 | 某总装车间重载吊具柔性提升方案研究



















 登录
登录